巫山熔融陶瓷砂價(jià)格
發(fā)布時(shí)間:2023-02-21 01:41:55
巫山熔融陶瓷砂價(jià)格
消失模鑄造用砂的性能指標(biāo)是根據(jù)鑄造要求提出的,這些性能指標(biāo)也用來(lái)評(píng)價(jià)原砂的質(zhì)量。伴隨著鑄造工藝的多元化,精密成型和無(wú)余量成型的生產(chǎn)要求或目標(biāo),鑄造對(duì)鑄造砂性能指標(biāo)的控制愈來(lái)愈嚴(yán)苛。消失模鑄造用砂,首選的是形狀。一定要圓形砂粒,因?yàn)閳A形砂粒,橫向送砂性能好,比如寶珠砂。圓形砂粒緊實(shí)時(shí)砂沉量非常小,珠寶砂每米沉約30mm,人造石英砂可達(dá)80mm。所以使用多角砂時(shí),鑄件折角處易長(zhǎng)瘤子。其次,粒度均勻:粒度均勻的型砂透氣性好,沉降系數(shù)也低。粒度不均的砂,緊實(shí)下降量也大,然后再考慮耐火度等其它因素。
巫山熔融陶瓷砂價(jià)格
寶珠砂是一種新型人造砂,不僅粒形圓整、粒度可控,具有較好的綜合性能,且由于其膨脹系數(shù)低,顆粒較硬,因此砂粒的再生效果好叫將細(xì)顆粒的寶珠覆膜砂用于殼型鑄造,獲得的鑄件表面精度高,可與精密鑄件所媲美。為取得更好的經(jīng)濟(jì)效益,寶珠覆膜砂舊砂再生工藝方面研究顯得尤為重要。近年來(lái),國(guó)內(nèi)外學(xué)者對(duì)硅砂覆膜砂舊砂再生工藝 進(jìn)行了相應(yīng)研究并取得了一定成效,覆膜砂舊砂通常采用熱法再,是使表面包覆的樹(shù)脂膜在高溫焙燒下焦化、燃燒至完全去除。
巫山熔融陶瓷砂價(jià)格
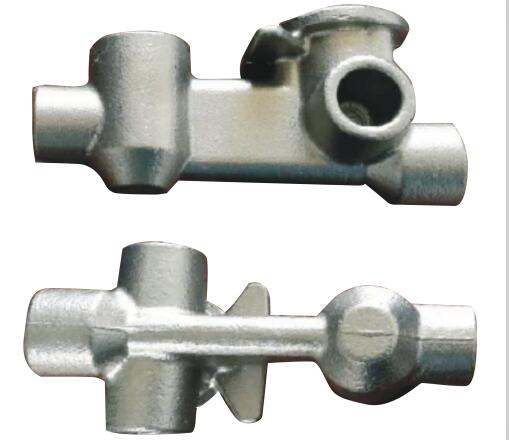
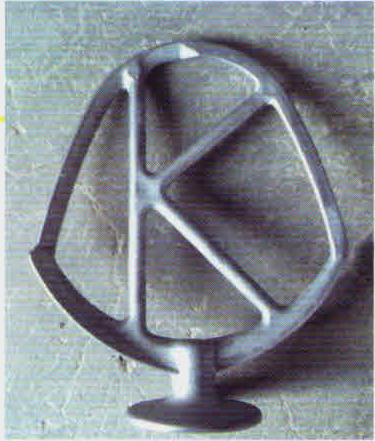
鑄鋼覆膜砂是一種具有優(yōu)異高溫性能和綜合鑄造性能的新型覆膜砂產(chǎn)品,鑄鋼覆膜砂具有強(qiáng)度高、流動(dòng)性好、固化速度快、SiO2含量多、耐高溫性強(qiáng)、 發(fā)氣量低、流動(dòng)性好等特點(diǎn),是一種廣泛應(yīng)用于閥殼、 緩沖器接頭、鋼軸、工程挖掘機(jī)、集裝箱角件等鑄鋼件的造型材料。鑄鋼覆膜砂在生產(chǎn)過(guò)程中鋼液的澆注溫度較高,所以原砂對(duì)耐火度的要求也很高,通常原砂的SiO含量需要大于98%,選用耐火度高達(dá)1900-2000℃的特種人造砂,不僅粒形好,有效防止化學(xué)粘砂,而且角形系數(shù)小、粒度適中,可以使砂粒更接近圓形,在相同樹(shù)脂加入量的情況下樹(shù)脂膜更厚,有利于砂芯強(qiáng)度的提高。

巫山熔融陶瓷砂價(jià)格
鑄鋼砂廣泛用于鋼鐵工件涂裝前的去氧化皮和除銹處理,在這種情況中經(jīng)常使用離心拋丸設(shè)備。圓球形狀和較小的硬度會(huì)使不會(huì)對(duì)設(shè)備產(chǎn)生較大的磨損。合金鋼丸也廣泛用于鑄造工業(yè)中。當(dāng)工件從模子里取出后,用鋼丸清除工件表面的砂料。當(dāng)合金鋼丸與適合的設(shè)備一起使用時(shí),因?yàn)樗?jīng)久耐用,肯定是您進(jìn)行表面清理良好的磨料。鑄鋼砂適應(yīng)工業(yè)范圍:航空工業(yè)、汽車工業(yè)、噴砂/噴漆商、消費(fèi)品制造、集裝箱制造/修理、鑄造、花崗巖/石材切割及造船和船舶修理、中間商、石油和天然氣管道、工廠維護(hù)和金屬加工。

巫山熔融陶瓷砂價(jià)格
覆膜砂回收的一個(gè)大優(yōu)點(diǎn)就是經(jīng)過(guò)高溫處理的廢砂大大降低了砂子的熱膨脹系數(shù),提高了鑄件的強(qiáng)度,增加了砂膜的透氣性,而且減少了鑄件的變形,使鑄件表面更加光滑,瑕疵少。質(zhì)量可靠,所以出口量很大,精鑄覆膜砂鑄鐵覆膜砂但是時(shí)代在進(jìn)步,技術(shù)在不斷更新,我們生產(chǎn)覆膜砂鑄件時(shí)充分引進(jìn)先進(jìn)技術(shù),加強(qiáng)了監(jiān)督檢測(cè)工作,使我們的產(chǎn)品在國(guó)際上擁有一個(gè)好的口碑,從而為我國(guó)產(chǎn)品躋身世界經(jīng)濟(jì)中打下堅(jiān)實(shí)的基礎(chǔ)。因此,覆膜砂回收能獲得更優(yōu)質(zhì)的產(chǎn)品。鑄鋁覆膜砂據(jù)統(tǒng)計(jì)我國(guó)每年的廢棄覆膜砂就達(dá)幾千萬(wàn)噸,廢棄砂中含有大量的有害物質(zhì),給人類安全和環(huán)境保護(hù)帶來(lái)很大的壓力,我們必須做好廢棄覆膜砂回收工作,使廢砂變廢為寶,生產(chǎn)再生覆膜砂,切實(shí)阻止有害物質(zhì)的排放。

巫山熔融陶瓷砂價(jià)格
鑄造砂工藝造型廣泛使用寶珠砂做覆膜砂鑄造,考慮到氣孔,為防止鑄件缺陷造成浪費(fèi),有的需要非常低的澆注溫度,但在大多數(shù)情況下,采取較高的澆注溫度,解決了氣孔缺陷,然后密切關(guān)注,謹(jǐn)慎升溫,做好處理,提高鐵水石墨芯。 澆注工作時(shí)間短,鐵水爐內(nèi)等待空包時(shí)間短,加強(qiáng)升溫預(yù)處理;澆注過(guò)程時(shí)間長(zhǎng),則馬上可以加入一個(gè)相同材料牌號(hào)選擇干凈的回爐料,降低爐內(nèi)溫度,待空包回來(lái)時(shí),再升溫,做預(yù)處理后出爐。這可以減少鐵水高溫保留爐的時(shí)間。多數(shù)高溫熔煉的鑄造工廠,都是因?yàn)殍F水倒包多次,造成溫度降低,而以提高出爐溫度來(lái)彌補(bǔ),保證澆注溫度,同時(shí)對(duì)鐵水包的包襯修復(fù),要講究一些,要在包襯內(nèi)鋪設(shè)保溫層,耐火磚,然后貼附含碳耐火層,減少鐵水在包內(nèi)的溫降。